为保护地球环境
本公司生产并销售以模拟半导体为核心的产品,为客户提供应用模拟半导体的解决方案服务。随着物品电子化且与网络连接的IoT※社会的到来,所有支撑人类及产业发展的设备都装上了模拟半导体,由此,模拟半导体便成为了能带给人们全新体验并支援价值创造的关键元件。
因此,如果能提高模拟半导体的节能性能,便可削减各种设备中组装的电子设备的电力消耗,从而为降低社会整体的环境负荷作出贡献。
为此,我们在认识到本公司的业务特性后,不仅在业务过程中减少环境负荷,也希望通过产品及解决方案为降低社会环境负荷做出贡献,并持续努力投入到环境保护活动中。
※IoT・・・Internet of Things的简称,译为“物联网”。“IoT的概念是指将汽车、家用电器、机器人、设施等所有物品与网络连接,通过信息的交换,不断推进物品的数据化与以数据化为基础的自动化发展,并创造出新的附加价值”(引自:总务省《平成27年度信息通信白皮书》第2部第4节“ICT化的进展带来的经济结构的变化”)。
环境方针
ABLIC环境方针
我们艾普凌科有限公司作为美蓓亚三美集团的一员,为保护地球环境及人类的可持续发展做贡献是我们的共同目标,我们致力于保护环境的事业活动,为建设可持续发展的富足社会做贡献。
- 我们设定环境目标,努力降低环境负荷,持续性改善环境管理体系与环境绩效。
- 我们通过产品的生命周期致力于节能、可持续的资源利用、不使用及不含有有害物质,力争以创新的“Small Smart Simple”产品提高客户的满意度和信任感。
- 为了减少破坏自然环境、缓和急剧的气候变化、减少对生态系统的影响,我们致力于预防污染。
- 我们遵守法律、法规以及所有利益相关者的要求,开展公正、诚实的企业活动。
- 我们在全公司内通告此环境方针,每一名员工都带着主人翁意识致力于环境保护活动。
2021年4月1日
环境管理体制
从2018年10月开始,我们作为艾普凌科有限公司以企业愿景“SMALL”、“SMART”、“SIMPLE”为支柱,开始为取得“ISO14001”环境管理系统的单独认证开展计划举措,并于2019年7月取得了认证。我们凭借符合国际标准ISO14001的环境管理系统,通过切实遵守PDCA的管理循环,并通过包括产品及服务的企业活动本身,致力于可持续的资源利用、气候变化的缓和及对气候变化的适应,不断提升环境方面的实绩。

环境活动与实绩
本公司基于环境方针致力于开展以下活动。
1. 节能对策
・致力于开发节能产品
充分利用CMOS IC的特征,致力于开发低功耗的节能产品。
・生产过程的节能化措施
本公司为了减少能源使用量,以“总耗电量与上一年相比削减1%”为目标采取措施。为了达成此目标,以生产半导体产品的工厂为主体,引入节能型真空泵等节能效率高的设备,以及按照生产情况灵活运行/停止设备,用以推进生产过程的节能化。
・其他节能措施
通过引入Web会议系统,积极开展实现节能的措施。
2. 零排放(将送往最终处理厂废弃物化为零)措施
本公司积极推进半导体产品生产过程中使用的蚀刻液、洗涤水、包装材料等的再利用,努力削减废弃物。此外,除了一直以来各工作部门对于垃圾的分类回收,我们还积极推进日常业务中消费用纸的再利用,努力削减废弃物。
3. 化学物质管理
・缓和化学物质影响的活动
为了安全管理化学物质以避免其对人体的健康与环境产生恶劣影响,我们针对生产工序中使用的化学物质中 PRTR法指定对象的化学物质及VOC(挥发性有机化合物:100物质)的排放量与移动量进行了切实的管理。
此外,我们也致力于其他化学物质的恰当排放量管理并积极进行削减活动,其中已完成的有:对于破坏臭氧层物质的提早全面废除(1992年8月特定氟利昂,1993年11月三氯乙烷);氯系有机溶剂的自主完全废除(1999年3月);代替氟利昂HCFC-141b(温室气体)的全面废除(2000年3月)等。
・无铅焊接的措施
为了响应对于延伸至全球的产品中所含化学物质的相关规定,本公司在2003年12月实现了半导体产品引线部分的无铅化焊接。
・引入电镀装置
为了彻底落实有害化学物质的使用管理,推进了外装电镀工序由外协向一部分内制化的切换。另外,彻底进行电镀工序的排水管理,将有害排放液都作为产业废弃物,进行妥善处理。
・推进有害化学物质的替代化
NMP(N-甲基吡咯烷酮)是工序中使用的清洗剂之一,具有非常高的溶解性。虽然这是一种很有用的清洗剂,但由于确认到其有害性,决定使用其他稀释剂代替,于2021年6月废止了NMP作为清洗剂的使用。
・REACH法规与RoHS指令的应对措施
为了应对欧洲以REACH法规与RoHS指令为代表的相关环保法规以及相关社会性要求,我们制定了公司绿色采购标准,通过供应链获取采购产品中所含的化学物质信息并对限制物质进行管理,同时还根据需要恰当地传达给本公司产品的销售客户等。
4. 致力于设计环保型产品
我们在新产品的开发中实施环境影响评估,对产品是否含有禁止或限制物质等进行调查。此外,也针对产品使用的原材料等,通过SDS(安全数据表)获取其对环境的负荷与安全性等相关信息进行评估,再判断是否予以采用。本公司致力于从产品的设计阶段开始减少环境负荷。
5. 绿色采购措施
根据本公司设定的“绿色采购标准”与采购方合作,推进优先购买环保产品。
6. 地球温室效应对策
2023年度的CO2排放量为32,837t-CO2,CO2排放强度为0.95t-CO2/百万日元。
7. 资源的有效利用
2023年的产业废弃物总产生量为513t,最终处理量为1.76t,回收利用率为99.7%以上。此外,水资源利用量为290,638m 3。2024年以后,本公司将持续努力减少资源利用量。
产业废弃物总产生量与回收利用率(2023年度)
| 污泥 | 138,951kg |
|---|---|
| 废油 | 755kg |
| 废酸 | 31,380kg |
| 废碱 | 39,760kg |
| 废塑料 | 61,136kg |
| 木屑 | 1,929kg |
| 金属屑 | 1,858kg |
| 玻璃屑等 | 1,343kg |
| 特别管理(*)废油 | 7,295kg |
| 特别管理(*)废酸 | 84,228kg |
| 特别管理(*)废碱 | 728kg |
| 特别管理(*)有害物质 | 141,508kg |
| 特别管理(*)易感染物质 | 0kg |
| 其他 | 1,830kg |
| 合计 | 512,701kg |
*特别管理・・・特別管理产业废弃物的简称。比普通废弃物有严格的限制。
| 总废弃物产生量 | 512,701kg |
|---|---|
| 最终处理量 | 1,764kg |
| 回收利用量 | 307,621kg |
| 减量化量 | 205,080kg |
| 回收利用率 | 99.66% |
*上述实绩为本公司的高冢事业所及秋田事业所两大生产基地的实绩值。
8. 资源的有效利用
本公司认识到生产活动中的水资源利用方面存在着中长期的潜在风险,从保全水资源和生物多样性、以及降低经营风险两方面致力于水资源的有效利用和水质保全活动。
[高冢事业所]
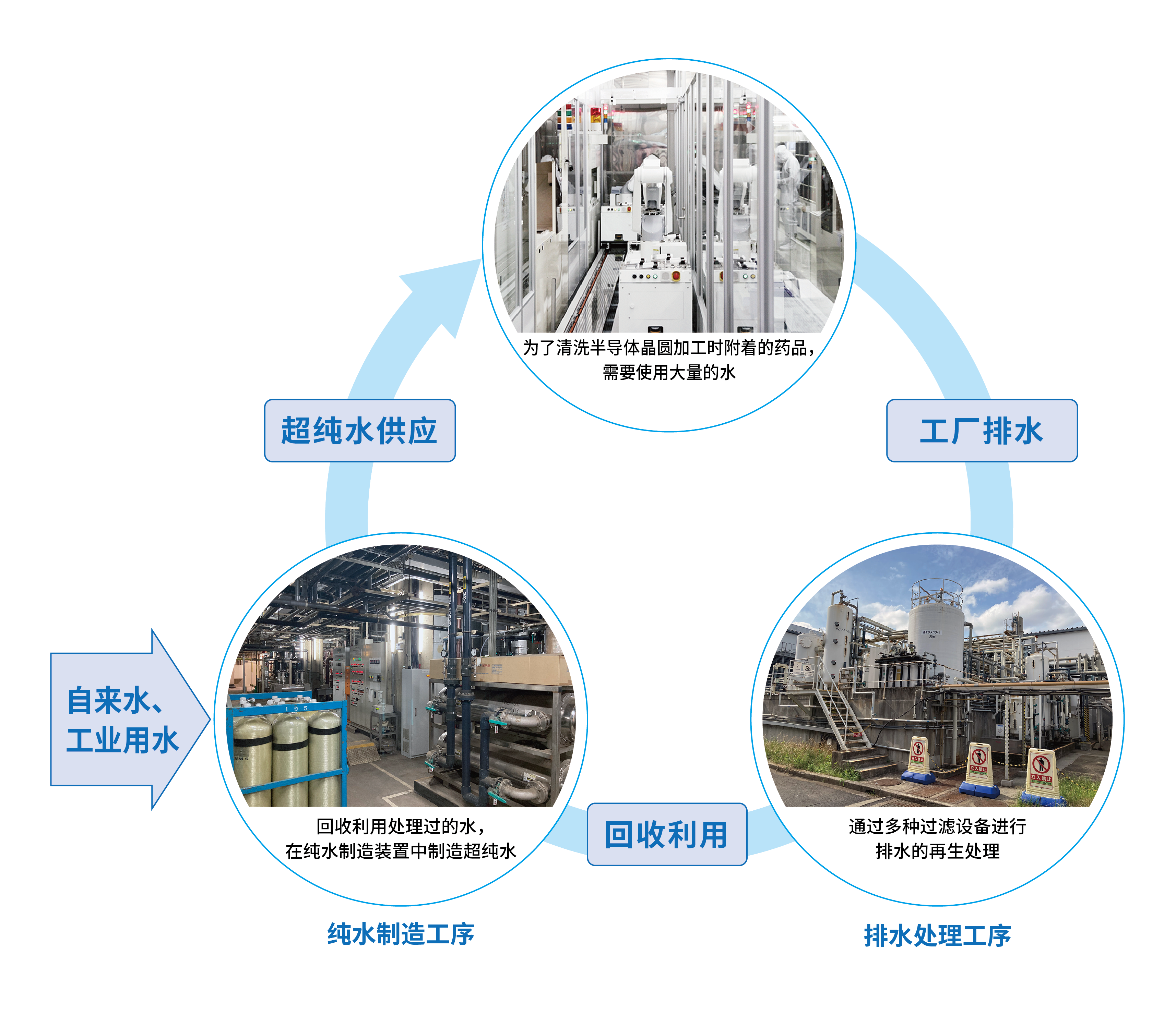
设定了回收利用水资源的数值目标,努力开展有效利用水资源的活动。具体来说,在用水量大的半导体前工序工厂中统计超纯水制造中再生水的利用量和利用率,且每个月进行评估和调整,实现了水资源的有效利用。
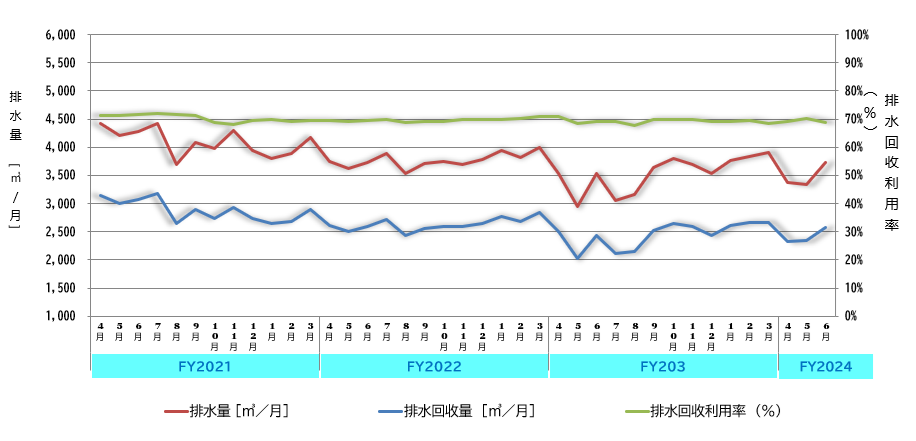
在水资源的回收利用方面,致力于提高生产工序排水的回收效率,取得了水资源回收利用率在2021年度达到46.4%的实绩。2022年度44.5%的实绩。2023年将保持在43.7%。我们希望通过这些措施,达到保持40.0%以上水资源循环利用率的目标。
另外,作为水质保全的措施,对工厂排水的水质实施了定期监测,努力防止废水排放河川等的水质污浊。
工厂排水的回收利用机制(高冢事业所)
【水的回收利用情况(高冢事业所)】

将再生水利用率基准值设为40%,每月统计再生水利用率,确认其推移。
在低于基准值、或发现再生水利用率有降低倾向时采取行动。
[秋田事业所]
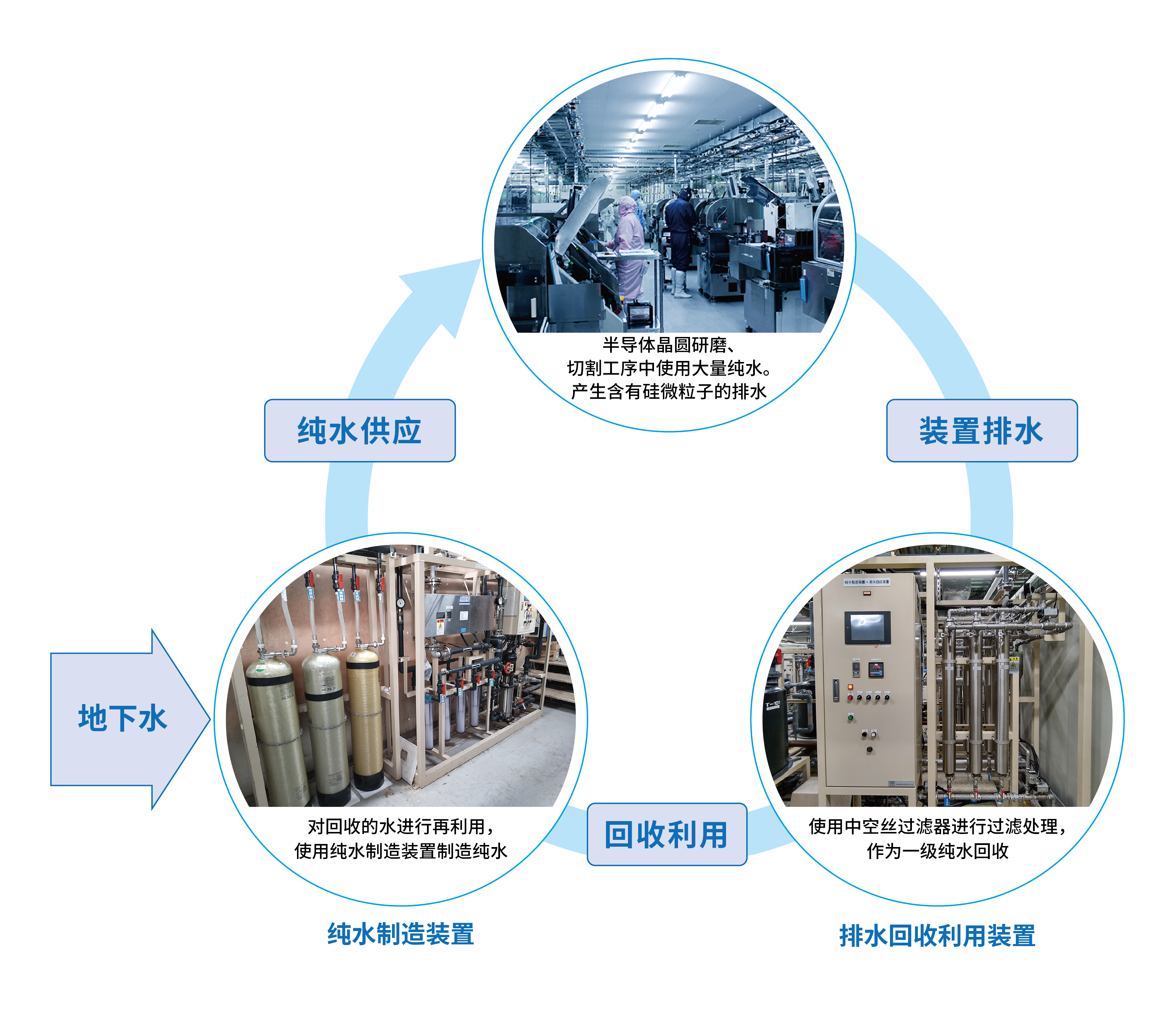
秋田事业所中在用水量大的切割工序(DC)、背面研磨工序(BG)中引入排水回收利用装置,积极进行装置排水的再利用,除了减少作为原水的地下水的取水量,还能减少对河川的废水排放量,期待能降低环境负荷。
现在,装置排水的回收利用率保持在55%前后,今后为了达到60%的目标,要将排水回收利用装置的运用最佳化,致力于提高回收利用率。
另外,在水质保全活动方面,对工厂排水的水质实施了定期监测,努力防止河川等的水质污浊。
工厂排水的回收利用机制(秋田事业所)
【水的回收利用情况(秋田事业所)】